JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Nhà Sản Xuất Máy San Phẳng Thủy Lực
-


Máy san lấp mặt bằng thủy lực tấm mỏng 30 Series
-

Máy san lấp mặt bằng thủy lực chính xác hạng nặng dòng 40
-
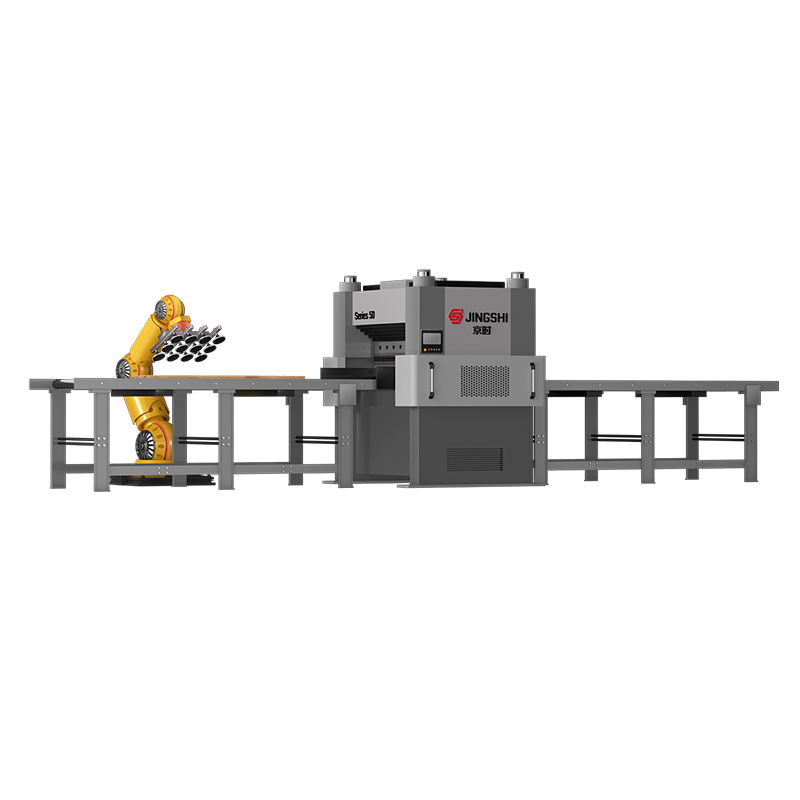
Máy san lấp mặt bằng thủy lực thông minh bốn cột 50 Series
-

Máy san phẳng thủy lực hiệu suất cao dạng tấm dày 60 Series
-

Máy san phẳng thủy lực siêu chính xác dạng tấm hạng nặng 80 Series
-

Máy san lấp mặt bằng thủy lực chính xác phôi lớn 100 Series
Máy san lấp mặt bằng thủy lực sử dụng bộ truyền động thủy lực làm nguồn năng lượng cốt lõi và được trang bị nhiều bộ con lăn san lấp mặt bằng so le (bao gồm con lăn làm việc, con lăn trung gian và con lăn hỗ trợ). Bằng cách kiểm soát chính xác lực ép và số chu kỳ uốn, tấm kim loại trải qua biến dạng "đàn hồi-dẻo" xen kẽ, cuối cùng đạt được các yêu cầu về độ phẳng đặt trước. Thiết bị chuyên dụng này có thể gia công nhiều loại vật liệu kim loại khác nhau (nhôm, đồng, thép, hợp kim titan, v.v.) với độ dày từ 0,1mm (lá đồng siêu mỏng) đến 60mm (tấm hợp kim dày đặc biệt).
Về chúng tôi
Suzhou JingShi Intelligent Equipment Co., Ltd.
Được thành lập năm 2016, có trụ sở tại Tô Châu, Trung Quốc, Công ty TNHH Thiết bị Thông minh JingShi Tô Châu là doanh nghiệp công nghệ cao tích hợp nghiên cứu, sản xuất và thương mại. Chúng tôi chuyên về máy san phẳng thủy lực chính xác và hệ thống dây chuyền sản xuất thông minh, Máy San Phẳng Thủy Lực Chính Xác Tùy Chỉnh, cam kết mang đến cho các nhà sản xuất toàn cầu các giải pháp hoàn thiện tấm kim loại có độ chính xác cao, hiệu suất cao và độ ổn định cao.
Là Nhà Sản Xuất Máy San Phẳng Thủy Lực và Nhà Cung Cấp Máy San Phẳng Chính Xác tại Trung Quốc, thiết bị của chúng tôi được sử dụng rộng rãi trong các lĩnh vực phụ tùng ô tô, tấm kim loại chính xác, linh kiện thang máy, máy móc nông nghiệp, lưỡi cưa, dập chính xác, sản xuất định hình và ứng dụng điện. Thông qua đổi mới liên tục và xuất sắc về kỹ thuật, JingShi đã trở thành đối tác đáng tin cậy của các nhà sản xuất trên toàn thế giới.
Là Nhà Sản Xuất Máy San Phẳng Thủy Lực và Nhà Cung Cấp Máy San Phẳng Chính Xác tại Trung Quốc, thiết bị của chúng tôi được sử dụng rộng rãi trong các lĩnh vực phụ tùng ô tô, tấm kim loại chính xác, linh kiện thang máy, máy móc nông nghiệp, lưỡi cưa, dập chính xác, sản xuất định hình và ứng dụng điện. Thông qua đổi mới liên tục và xuất sắc về kỹ thuật, JingShi đã trở thành đối tác đáng tin cậy của các nhà sản xuất trên toàn thế giới.
Phản Hồi Tin Nhắn
Chứng Nhận Danh Dự




Kết Nối, Thông Tin Chi Tiết & Đổi Mới Từ JingShi
-

 Tin tức ngành
Tin tức ngành
 2026.07.08
1. Giới thiệu về Thiết bị nâng Panel Mỗi năm, các nhà sản xuất mất hàng nghìn giờ để xử lý bảng điều khiển thủ công và chậm chạp. Một công nhân thay đổi vị trí các tấm ...
2026.07.08
1. Giới thiệu về Thiết bị nâng Panel Mỗi năm, các nhà sản xuất mất hàng nghìn giờ để xử lý bảng điều khiển thủ công và chậm chạp. Một công nhân thay đổi vị trí các tấm ... -
Tin tức ngành
2026.06.05
Tại sao việc san phẳng tấm kim loại lại quan trọng: Chi phí tiềm ẩn của các bộ phận không phẳng Một tấm thép 14 thước 4×8 foot được cắt ra khỏi máy cắt laser với sóng c...
-
Tin tức ngành
2026.05.11
Điều gì làm cho máy san phẳng tấm trở nên “chính xác”? Máy san bằng con lăn tiêu chuẩn làm thẳng kim loại bằng cách đưa nó qua một bộ con lăn lệch — hiệu quả đối với độ...
-
Tin tức ngành
2026.05.07
Dán cốc hút vào cửa sổ kính và nó có thể giữ được trong nhiều tháng. Nhấn chiếc cốc tương tự vào một tấm gỗ thô và nó sẽ trượt ra sau vài giây. Sự khác biệt không phải là chi...
Kiến Thức Ngành
Cách đường kính và bước lăn của con lăn xác định “cửa sổ có thể xử lý”
Người mua thường tập trung vào phạm vi độ dày danh nghĩa, nhưng ranh giới thực tế được thiết lập bởi mối quan hệ giữa đường kính con lăn, bước lăn (khoảng cách tâm) và cường độ chảy của vật liệu. Con lăn làm việc nhỏ hơn và bước xích chặt hơn làm tăng tần số uốn, giúp loại bỏ các khuyết tật sóng ngắn; đường kính lớn hơn giúp tăng khả năng chịu tải và giảm rủi ro đánh dấu bề mặt trên các hợp kim mềm hơn.
Cần kiểm tra những gì khi so sánh báo giá máy
- Đường kính và bước lăn làm việc: nhỏ hơn/chặt hơn thường cải thiện hiệu chỉnh sóng ngắn nhưng làm tăng áp lực tiếp xúc.
- Phương pháp điều chỉnh con lăn trung gian/hỗ trợ: cơ khí và hỗ trợ thủy lực ảnh hưởng đến mức độ máy giữ kiểm soát vương miện khi chịu tải.
- Độ cứng của khung và thiết kế thanh giằng: độ cứng là yếu tố tiềm ẩn dẫn đến khả năng lặp lại khi gia công thép cường độ cao.
- Chiến lược bảo vệ bề mặt: đối với nhôm/đồng, hãy hỏi về lớp hoàn thiện bằng con lăn và các điều khoản làm sạch để giảm thiểu hiện tượng bám dính.
Nếu bạn chia sẻ các loại hợp kim điển hình và bước sóng khuyết tật của mình, chúng tôi có thể khớp trước cấu hình con lăn với phổ khuyết tật thực sự của bạn thay vì dựa vào nhãn “phạm vi độ dày” chung chung.
Độ phẳng không phải là một thước đo: chỉ định những gì bạn sẽ đo lường và đo lường như thế nào
“Phẳng” có thể có nhiều nghĩa khác nhau tùy thuộc vào quy trình tiếp theo của bạn là dập, cắt laser hay lắp ráp chính xác. Thông số kỹ thuật mua sắm phải xác định phương pháp đo (tham chiếu đường thẳng, quang học, mức độ căng, lấy mẫu CMM), chiều dài lấy mẫu và loại khuyết tật mà bạn đang kiểm soát (sóng cạnh, khóa giữa, bộ cuộn dây, nỏ).
| Yếu tố đặc điểm kỹ thuật | Tại sao nó quan trọng | Ví dụ thực tế |
|---|---|---|
| Chiều dài/lưới lấy mẫu | Lấy mẫu ngắn che giấu khuyết tật sóng dài; lấy mẫu dài che giấu các gợn sóng sóng ngắn. | Đo trên 1 m đối với tấm; lưới chặt chẽ hơn cho tấm chính xác. |
| Đặt tên loại lỗi | Các khiếm khuyết khác nhau đòi hỏi chiến lược lăn/bước khác nhau. | Sóng cạnh và khóa trung tâm cần kiểm soát vương miện khác nhau. |
| Tình trạng căng thẳng | Vật liệu có thể phẳng hơn khi bị kéo căng hơn là ở trạng thái tự do. | Xác định độ phẳng “trạng thái tự do” sau khi dỡ tải. |
| Trạng thái nhiệt độ / bôi trơn | Sự tăng trưởng nhiệt và bôi trơn làm thay đổi ma sát và độ đàn hồi. | Xác minh ở nhiệt độ dòng ổn định để lặp lại. |
Đối với những người mua có độ chính xác cao, điều quan trọng là điều chỉnh thử nghiệm chấp nhận phù hợp với độ nhạy thực tế của bạn; kết quả san lấp mặt bằng tốt nhất là kết quả bạn có thể xác minh một cách nhất quán .
Lực ép và chu kỳ uốn: làm thế nào để tránh hiện tượng “hôm nay phẳng, ngày mai cong”
Máy san thủy lực đạt được độ phẳng thông qua biến dạng đàn hồi-dẻo xen kẽ. Hai đòn bẩy chiếm ưu thế: (1) sự phân bổ lực ép trên bộ con lăn và (2) số chu kỳ uốn hiệu quả. Lực truyền quá mức đến “ép phẳng” có thể lưu trữ ứng suất dư và dẫn đến biến dạng sau này sau khi cắt, hàn hoặc truyền nhiệt.
Hướng dẫn đấu thầu mang tính xây dựng
- Yêu cầu các cửa sổ cài đặt đã được chứng minh: không phải một công thức mà là phạm vi lực và độ xuyên thấu ổn định để giữ độ phẳng.
- Xác minh “độ ổn định sau quá trình”: cắt phiếu giảm giá và kiểm tra lại độ phẳng sau khi rạch/cắt laser để phát hiện các vấn đề về ứng suất dư.
- Xác nhận hỗ trợ đa vùng: con lăn trung gian/hỗ trợ sẽ giúp phân phối tải trọng và giảm uốn cong cục bộ.
Trong hoạt động vận hành của chúng tôi, các chương trình có tính lặp lại cao nhất đều dựa vào thâm nhập vừa phải với chu kỳ uốn đủ , không phải lực tối đa.
Điều khiển thủy lực vòng kín là điểm khác biệt thực sự về khả năng lặp lại
Truyền động thủy lực rất mạnh mẽ, nhưng điều mà người mua nên đánh giá là cấu trúc điều khiển: chỉ riêng điều khiển áp suất không giống như điều khiển vòng kín lực/vị trí tại các điểm cân bằng. Độ trôi, nhiệt độ dầu và phản ứng của van ảnh hưởng đến tính nhất quán hàng ngày nhiều hơn trọng tải tiêu đề.
Các câu hỏi kiểm soát bề mặt chất lượng trong RFQ
- Hệ thống có kiểm soát khe hở/độ xuyên (vị trí) của con lăn, lực xi lanh hay chỉ áp suất thủy lực?
- Nhiệt độ dầu được quản lý và bù đắp như thế nào (làm mát, điều chỉnh nhận biết độ nhớt, quy trình khởi động)?
- Những cảm biến nào được sử dụng (bộ chuyển đổi áp suất, cân tuyến tính, cảm biến tải trọng) và chúng được hiệu chỉnh như thế nào?
- Có quản lý công thức với các thông số liên kết với nguyên liệu để chuyển đổi nhanh chóng không?
Đối với sản xuất số lượng lớn, khả năng lặp lại là đòn bẩy lợi nhuận: kiểm soát ổn định làm giảm việc làm lại và dừng lại ở hạ lưu . Đây chính xác là nơi chúng tôi tập trung vào các giải pháp san lấp mặt bằng thủy lực chính xác.
Khi “rộng” khó hơn “dày”: kiểm soát vương miện và triệt tiêu sóng cạnh
Các tấm rộng thường không được chấp nhận do sóng cạnh hoặc khóa trung tâm do ứng suất không đồng đều trên chiều rộng. Đây không phải là về tổng lực mà nhiều hơn về cách máy duy trì độ uốn ổn định trên chiều rộng khi chịu tải. Con lăn trung gian và con lăn hỗ trợ tồn tại vì lý do này: để ổn định con lăn làm việc và quản lý hành vi của vương miện.
Những gì cần xác nhận cho các chương trình tài liệu rộng rãi
- Tỷ lệ chiều rộng trên độ dày: tỷ lệ cao làm tăng độ nhạy của vương miện và yêu cầu chiến lược con lăn hỗ trợ mạnh mẽ hơn.
- Hỗ trợ phân vùng con lăn: độ chi tiết điều chỉnh nhiều hơn sẽ cải thiện việc khắc phục các vấn đề về cạnh cục bộ.
- Độ võng của khung khi chịu tải: yêu cầu dữ liệu độ võng ở thông lượng mục tiêu và độ bền vật liệu của bạn.
Một bài học thực tế: chỉ xác định độ dày là không đủ lời nhắc cho sự thành công của tấm rộng ; bao gồm chiều rộng, cường độ năng suất và loại lỗi trong thông số mua hàng.
Điều chỉnh dành riêng cho vật liệu: nhôm, lá đồng, thép cường độ cao và hợp kim titan
Một đĩa đơn máy san lấp mặt bằng thủy lực chính xác có thể xử lý nhiều hợp kim, nhưng người mua số lượng lớn được hưởng lợi từ việc lập kế hoạch các cửa sổ quy trình theo họ vật liệu. Sự khác biệt về đặc tính chảy, độ đàn hồi và độ nhạy bề mặt ảnh hưởng trực tiếp đến việc lựa chọn con lăn, yêu cầu bôi trơn và độ sạch. Máy san thủy lực có thể bao phủ phạm vi cực lớn— 0,1 mm đến 60 mm -nhưng các phương pháp vận hành không nên được coi là có thể thay thế cho nhau.
Tín hiệu điều chỉnh thực tế theo nhóm vật liệu
- Nhôm: ưu tiên bảo vệ bề mặt và ma sát ổn định; tránh lấy hàng bằng cách làm sạch có kỷ luật và áp lực tiếp xúc được kiểm soát.
- Lá đồng / siêu mỏng: tập trung vào hoàn thiện con lăn, xử lý lực căng và kiểm soát độ rung; những nhiễu loạn nhỏ có thể in qua.
- Thép cường độ cao: độ cứng của khung và chiến lược con lăn hỗ trợ chiếm ưu thế; xác nhận máy duy trì các cài đặt dưới tải liên tục.
- Hợp kim titan: độ đàn hồi cao hơn; dựa vào khả năng uốn nhiều chu kỳ và kiểm soát nhiệt độ nhất quán để có khả năng lặp lại.
Khi xây dựng chương trình cho các nhà máy sử dụng nguyên liệu hỗn hợp, chúng tôi khuyên bạn nên xác định công thức nấu ăn liên kết vật chất để giữ cho những thay đổi có thể dự đoán được.
Dữ liệu RFQ ngăn chặn thông số kỹ thuật dưới và thông số kỹ thuật quá cao (và rút ngắn thời gian vận hành)
Rủi ro mua sắm số lượng lớn thường xuất phát từ bối cảnh quy trình bị thiếu: các nhà cung cấp sẽ tăng kích thước máy “để an toàn” hoặc giảm kích thước máy chỉ dựa trên độ dày. Gói dữ liệu ngắn gọn cho phép lựa chọn chính xác và giảm thời gian vận hành.
| Danh mục | Cung cấp những gì | Tại sao các nhà cung cấp cần nó |
|---|---|---|
| định nghĩa vật liệu | Hợp kim/cấp, phạm vi cường độ chảy, độ cứng (nếu có) | Xác định độ đàn hồi và năng lượng uốn cần thiết |
| Hình học | Phạm vi độ dày, phạm vi chiều rộng, chiều dài, dạng cuộn/tấm | Tác động đến việc lựa chọn sân lăn và chiến lược vương miện/hỗ trợ |
| Hồ sơ khiếm khuyết | Bộ sóng cạnh/khóa trung tâm/nỏ/bộ cuộn dây; bước sóng khiếm khuyết nếu biết | Căn chỉnh cấu hình con lăn với vấn đề độ phẳng thực tế |
| Kết quả mục tiêu | Lấy mẫu chấp nhận phương pháp đo độ phẳng | Ngăn chặn tranh chấp vận hành và kỳ vọng không phù hợp |
| Thông lượng | Tốc độ đường truyền, thời gian takt, kích thước lô, tần suất chuyển đổi | Xác định mức độ tự động hóa, phản ứng thủy lực, xử lý công thức |
| Hạn chế ở hạ lưu | Các bước cắt/hàn/ép, rủi ro ứng suất dư cho phép | Hướng dẫn chiến lược “lực và chu kỳ” cho các bộ phận ổn định |
Gói dữ liệu RFQ hoàn chỉnh thường là cách nhanh nhất để giảm tổng chi phí dự án —không phải bằng cách chọn chiếc máy rẻ nhất mà bằng cách tránh lắp sai và phải làm lại.
Bảo trì để bảo vệ độ chính xác: độ sạch của dầu, độ mòn của con lăn và kỷ luật hiệu chuẩn
Việc cân bằng chính xác rất nhạy cảm với những thay đổi nhỏ về ma sát, hình dạng con lăn và khả năng phản hồi thủy lực. Nhiều “vấn đề về độ phẳng bí ẩn” bắt nguồn từ sự nhiễm bẩn dầu, sự mài mòn dần dần của con lăn hoặc sự trôi dạt trong các tham chiếu đo lường hơn là bản thân khái niệm cân bằng.
Thực hành phòng ngừa để duy trì độ chính xác
- Quản lý độ sạch của dầu: lọc và lấy mẫu làm giảm tình trạng dính van và mất ổn định lực.
- Kiểm tra con lăn: theo dõi sự thay đổi bề mặt, vết rỗ vi mô và đường kính làm thay đổi độ xuyên thấu hiệu quả.
- Hiệu chuẩn cảm biến: phản hồi áp suất/vị trí chỉ đáng tin cậy như quy trình hiệu chuẩn của nó.
- Kỷ luật làm sạch đối với kim loại màu: ngăn chặn các hạt nhúng in các khuyết tật vào tờ giấy.
| Khoảng thời gian | Mục tiêu điểm | Tại sao nó quan trọng |
|---|---|---|
| Mỗi ca | Làm sạch con lăn và kiểm tra bề mặt trực quan | Ngăn chặn việc đánh dấu và trôi ma sát liên quan đến xe bán tải |
| hàng tuần | Xem xét rò rỉ thủy lực/nhiệt độ; lọc chênh lệch áp suất | Ổn định phản ứng kiểm soát và giảm nguy cơ ô nhiễm |
| hàng tháng | Lấy mẫu dầu; kiểm tra độ tỉnh táo của cảm biến | Phát hiện sự trôi dạt sớm trước khi nó trở thành phế liệu |
| Hàng quý | Xác minh hình học con lăn; kiểm tra căn chỉnh | Bảo vệ khả năng lặp lại khi vận hành với khối lượng lớn |
Từ quan điểm của người mua, bảo trì là một phần khả năng làm phẳng của bạn ; nó nên được lên kế hoạch cùng với phụ tùng thay thế và đào tạo.
Tích hợp máy san độ chính xác vào dây chuyền sản xuất thông minh
Đối với sản xuất số lượng lớn, máy san phẳng hiếm khi đứng một mình. ROI tốt nhất xuất hiện khi chương trình san lấp mặt bằng, theo dõi vật liệu và thiết bị hạ nguồn (bộ trang trí, bộ cấp liệu, cắt, xếp chồng, kiểm tra) chia sẻ dữ liệu. Đây là nơi hệ thống đường dây thông minh làm giảm sự biến đổi và sự phụ thuộc của người vận hành.
Chi tiết tích hợp mà người mua nên chỉ định
- Chuyển giao công thức: ID vật liệu tự động kích hoạt các tham số cân bằng để giảm thời gian thiết lập.
- Độ ổn định của lực căng ngược dòng: điều khiển bộ tháo cuộn/bộ cấp liệu ảnh hưởng đến độ phẳng và độ lặp lại rõ ràng.
- Vòng kiểm tra xuôi dòng: liên kết phản hồi đo độ phẳng với sàng lọc chương trình (nếu có).
- Ghi dữ liệu: lưu trữ các thông số chính (lực/vị trí, tốc độ, nhiệt độ) để theo dõi lỗi và giảm phế liệu.
Là một nhà sản xuất tích hợp của máy san lấp mặt bằng thủy lực chính xác và hệ thống đường dây, chúng tôi thiết kế các giao diện để mức tăng thông lượng của bạn là thực tế chứ không phải trên lý thuyết .
Vấn đề toàn vẹn bề mặt: ngăn ngừa vết lăn, vết bám và vết trầy xước nhỏ
Những người mua số lượng lớn các bộ phận ô tô, linh kiện thang máy và hoàn thiện tấm kim loại chính xác thường từ chối vật liệu không phải vì độ phẳng mà vì các khuyết tật bề mặt xuất hiện trong quá trình san lấp mặt bằng. Nguyên nhân gốc rễ thường là do ô nhiễm (các hạt nhúng), quy trình vệ sinh không đầy đủ, tình trạng bề mặt con lăn không phù hợp hoặc áp lực tiếp xúc cục bộ quá mức.
Các biện pháp kiểm soát thực tế giúp giảm phế liệu liên quan đến bề mặt
- Xác định các mục tiêu độ nhám bề mặt và độ hoàn thiện cho phép đối với các con lăn gia công dành cho hợp kim nhạy cảm của bạn.
- Thực hiện làm sạch theo từng giai đoạn: làm sạch con lăn định kỳ bằng chổi/lau ngược dòng để tránh tích tụ cặn bám.
- Kiểm soát áp lực tiếp xúc: ưu tiên các cài đặt đạt được độ phẳng mà không bị “xuyên thấu quá mức” khi bề mặt quan trọng.
- Kế hoạch xử lý kim loại màu: nhôm và đồng yêu cầu kiểm soát ô nhiễm chặt chẽ hơn so với công việc thép thông thường.
Trong thử nghiệm chấp nhận, bao gồm cả tiêu chí về độ phẳng và bề mặt để đường thẳng được xác nhận cho các bộ phận có thể sử dụng được, không chỉ “tấm phẳng” .
Liên Hệ Với Chúng Tôi
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Bản quyền © 2025 bởi Suzhou JingShi Intelligent Equipment Co., Ltd. Đã đăng ký bản quyền. Nhà Cung Cấp Máy San Phẳng Chính Xác
