Cảnh Thạch
Cảnh Thạch
Cảnh Thạch
Cảnh Thạch
Cảnh Thạch
Cảnh Thạch
Cảnh Thạch
Cảnh Thạch
Cảnh Thạch
San lấp mặt bằng kim loại tấm là một bước quan trọng trong chế tạo kim loại hiện đại. Trước khi bất kỳ hoạt động cắt, uốn, hàn hoặc dập nào có thể mang lại kết quả nhất quán, nguyên liệu thô phải thực sự phẳng - không chỉ phẳng về mặt hình ảnh mà còn không bị căng thẳng và ổn định về kích thước. Việc chọn sai phương pháp san lấp mặt bằng sẽ dẫn đến các bộ phận bị loại bỏ, làm lại và thất bại ở quy trình tiếp theo. Hướng dẫn này đề cập đến mọi phương pháp san bằng kim loại tấm chính, giải thích tính chất vật lý đằng sau mỗi phương pháp và cung cấp cho bạn khuôn khổ thực tế để chọn phương pháp phù hợp dựa trên các yêu cầu về vật liệu, khối lượng và độ chính xác của bạn.
Tại sao tấm kim loại yêu cầu san lấp mặt bằng
Tấm kim loại rời khỏi nhà máy ở dạng cuộn. Trong quá trình cuộn, bề mặt bên ngoài giãn ra trong khi bề mặt bên trong nén lại, khóa các ứng suất đối nghịch vào cấu trúc hạt của vật liệu. Khi các trung tâm dịch vụ tháo cuộn, làm thẳng và cắt tấm theo chiều dài, những ứng suất đó không biến mất hoàn toàn - chúng vẫn bị mắc kẹt bên trong thứ trông giống như một miếng kim loại phẳng.
Vấn đề trở nên rõ ràng ngay khi áp dụng quy trình cắt nhiệt như cắt laser hoặc plasma. Nhiệt giải phóng các ứng suất bị khóa và các bộ phận bị cong vênh, cong vênh hoặc phát triển các sóng ở cạnh và tâm. Biến dạng tương tự xảy ra sau khi đột hoặc đột bao hình. Ngay cả các bộ phận được cắt bằng máy cũng có ứng suất dư làm biến dạng hình học trong quá trình tạo hình hoặc hàn tiếp theo.
Các khiếm khuyết về độ phẳng phổ biến mà việc san lấp mặt bằng phải giải quyết bao gồm:
- Bộ cuộn dây: cung dọc theo hướng cuộn, nặng nhất hướng về lõi cuộn dây.
- Nỏ: một cung ngang vuông góc với hướng lăn, với tâm nhô lên trên các cạnh.
- Sóng biên: các cạnh lượn sóng gây ra bởi ứng suất nén ở các vùng rìa so với tâm.
- Khóa trung tâm: oằn cục bộ ở giữa tấm nơi tâm dài hơn các cạnh.
- Xoắn: biến dạng chéo trên bề mặt bộ phận, thường xuất hiện trong quá trình cắt hoặc xử lý không đối xứng.
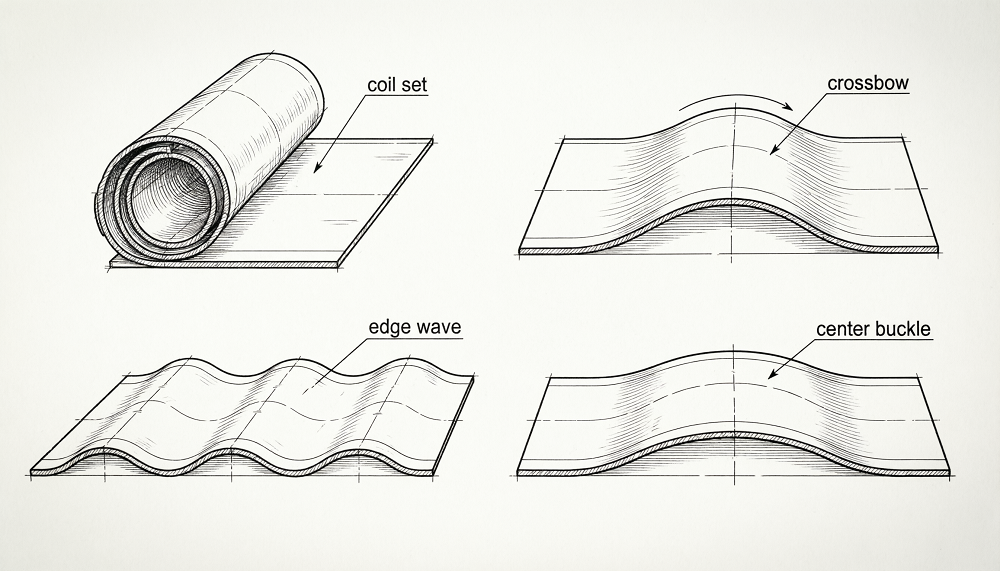
Mỗi loại khuyết tật có đặc điểm ứng suất khác nhau và do đó phản ứng khác nhau với từng phương pháp san lấp mặt bằng. Hiểu biết Tiêu chuẩn độ phẳng tấm kim loại trước khi chọn quy trình cân bằng cho phép bạn xác định tiêu chí chấp nhận có thể đo lường được và tránh tranh chấp khi vận hành.
Cân bằng búa và ngọn lửa
Cân bằng bằng búa là phương pháp san bằng kim loại tấm lâu đời nhất và vẫn được sử dụng cho đến ngày nay đối với các tình huống cụ thể mà việc cân bằng máy là không thực tế. Người vận hành có kinh nghiệm dùng búa đập vào tấm theo cách có chủ ý, kéo dài các vùng bị nén và giảm bớt sự tập trung ứng suất cục bộ. Việc cân bằng ngọn lửa hoạt động dựa trên nguyên tắc liên quan: ngọn đuốc làm nóng một khu vực cục bộ, gây ra sự giãn nở nhiệt; khi vùng này nguội đi và co lại, nó kéo vật liệu xung quanh về phía điểm nóng, điều chỉnh độ cong cục bộ.
Cả hai phương pháp đều đòi hỏi kỹ năng đáng kể. Kết quả phụ thuộc trực tiếp vào khả năng của người vận hành trong việc đọc chi tiết, đánh giá sự phân bố ứng suất và áp dụng năng lượng phù hợp theo đúng trình tự. Không có hai toán tử nào tạo ra kết quả giống hệt nhau và không có phần nào có thể được sao chép một cách chắc chắn. Một tác phẩm có thể mất từ 30 phút đến vài giờ để hoàn thiện, tùy thuộc vào mức độ nghiêm trọng của biến dạng và độ phức tạp của bộ phận.

Khi việc cân bằng búa và ngọn lửa có ý nghĩa
- Các kết cấu hoặc mối hàn đã được lắp ráp sẵn không thể đi qua máy lăn.
- Khối lượng sản xuất rất nhỏ nên chi phí lắp đặt máy không hợp lý.
- Các bộ phận có hình dạng tùy chỉnh hoặc không đều mà dẫn hướng máy không thể chứa được.
- Chỉnh sửa tại chỗ các bộ phận đã hoàn thiện có dung sai kích thước ở mức vừa phải.
Đối với các môi trường sản xuất nơi mà thông lượng, độ lặp lại hoặc dung sai độ phẳng chính xác là vấn đề quan trọng thì việc cân bằng bằng búa và ngọn lửa là không phù hợp. Yếu tố con người khiến không thể đảm bảo kết quả nhất quán trong một đợt.
Nhấn và làm thẳng Máy ép San lấp mặt bằng
Máy ép thẳng hỗ trợ tấm hoặc tấm ở hai điểm và áp dụng khuôn tạo hình để ép phẳng vật liệu giữa các điểm đỡ đó. Quá trình này nhắm vào các vị trí cụ thể trên phần tập trung biến dạng. Thường cần nhiều chu kỳ ép trước khi bộ phận đạt đến độ phẳng có thể chấp nhận được, vì mỗi hành trình ép sẽ điều chỉnh một khu vực trong khi có khả năng gây ra ứng suất ở các vùng lân cận.
Một số nhà chế tạo sử dụng phanh ép làm máy san bằng ngẫu hứng, có thể hiệu chỉnh một biến dạng nhìn thấy được nhưng không giải quyết được ứng suất phân tán bên trong. Máy ép thẳng chuyên dụng cung cấp khả năng kiểm soát tốt hơn so với máy ép phanh được sử dụng lại để san bằng nhưng vẫn không thể sánh được với công suất hoặc độ sâu giảm ứng suất của hệ thống dựa trên con lăn.
Việc san phẳng một mảnh trên máy ép thẳng thường mất lên đến 60 phút và yêu cầu một chuyên gia có tay nghề cao để giải thích hành vi của bộ phận giữa các nét vẽ. Phương pháp này trở nên thiết thực hơn đối với các tấm dày hơn 50 mm, trong đó máy san phẳng con lăn có thể thiếu công suất cơ học và đối với sản xuất khối lượng thấp khi đầu tư máy móc không hợp lý.
Những hạn chế cần xem xét
- Không thể giải quyết ứng suất phân tán bên trong - chỉ có thể nhìn thấy được các khuyết tật hình học tại các điểm riêng biệt.
- Nguy cơ đàn hồi đòi hỏi chu kỳ ép lặp đi lặp lại và thời gian chu kỳ kéo dài.
- Phụ thuộc nhiều vào phán đoán của người vận hành, khiến độ lặp lại giữa các người vận hành có thể thay đổi.
- Không phù hợp với kim loại tấm mỏng - nồng độ tải trọng cục bộ cao có nguy cơ làm hỏng bề mặt hoặc để lại vết vĩnh viễn.
Cân bằng con lăn: Từ máy ép tóc đơn giản đến hệ thống chính xác
San lấp mặt bằng con lăn là phương pháp san lấp mặt bằng kim loại tấm công nghiệp được sử dụng rộng rãi nhất. Tấm đi qua một loạt các con lăn so le khiến nó uốn cong xen kẽ với biên độ giảm dần. Sự biến dạng đàn hồi-dẻo lặp đi lặp lại này phân phối lại ứng suất bên trong trên mặt cắt ngang và đẩy vật liệu về trạng thái phẳng đồng nhất, giảm ứng suất.
Nguyên lý vật lý cơ bản tuân theo sóng hình sin giảm dần: đầu vào áp dụng chuyển vị uốn lớn nhất và mỗi cặp con lăn kế tiếp sẽ giảm chuyển vị cho đến khi vật liệu thoát ra ở trạng thái ứng suất gần trung tính. Hiệu quả của quá trình phụ thuộc vào ba biến số có liên quan với nhau: đường kính con lăn, bước lăn (khoảng cách từ tâm đến tâm) và độ sâu ép (độ xuyên) .
Máy san phẳng con lăn đơn giản (máy ép tóc)
Máy duỗi đơn giản sử dụng tối thiểu bảy con lăn có đường kính tương đối lớn và khoảng cách rộng. Chúng xử lý các tấm dày hơn và phạm vi độ dày hạn chế. Bởi vì các con lăn không được hỗ trợ tích cực để chống lại sự biến dạng khi chịu tải nên chúng bị uốn cong dưới áp lực, tạo ra sự uốn cong không đều trên chiều rộng của tấm. Kết quả độ phẳng phù hợp cho các ứng dụng kết cấu chung nhưng không đủ cho chế tạo chính xác. Máy thường được yêu cầu phải đi qua nhiều lần và quy trình này vẫn phụ thuộc vào kinh nghiệm của người vận hành để đặt con lăn chính xác.
Máy san phẳng đa con lăn chính xác
Máy san phẳng chính xác bổ sung các con lăn trung gian và con lăn hỗ trợ phía sau các con lăn làm việc để tránh bị lệch khi chịu tải. Điều này cho phép đường kính con lăn làm việc nhỏ hơn và bước xích chặt hơn, giúp tăng số chu kỳ uốn trên một đơn vị chiều dài tấm và cải thiện khả năng của máy trong việc khắc phục các khuyết tật sóng ngắn như sóng cạnh và khóa trung tâm. Hệ thống chính xác có thể đạt được giá trị độ phẳng của 0,1 mm/m hoặc cao hơn - yêu cầu đối với lưỡi cưa, các bộ phận dập chính xác và các cụm kim loại tấm có dung sai tốt.
So với các phương pháp thủ công, việc san lấp mặt bằng con lăn giúp giảm đáng kể thời gian chu kỳ. Một bộ phận cần 10 phút phanh ép hoặc cân bằng búa bằng tay có thể được xử lý trong vòng chưa đầy một phút trên máy san phẳng con lăn chính xác, giúp giảm chi phí có thể đo lường được trong các hoạt động với khối lượng lớn.
Máy cán (hệ thống ba con lăn)
Cấu hình dựa trên con lăn đơn giản nhất sử dụng ba con lăn bù. Tấm uốn cong xung quanh các con lăn khi nó đi qua và quá trình này được lặp lại cho đến khi độ phẳng có thể chấp nhận được. Cách tiếp cận này chỉ hiệu quả đối với các bộ phận có khuyết tật phẳng đơn giản, đồng đều. Nó không giải quyết được ứng suất bên trong và yêu cầu lặp lại nhiều lần đối với bất kỳ vật liệu nào có độ biến dạng đáng kể. Nó phù hợp nhất cho các xưởng xử lý các hiệu chỉnh uốn nhẹ ở mức âm lượng thấp.
Cân bằng căng thẳng
Cân bằng sức căng kéo căng tấm theo chiều dọc bằng cách kéo nó giữa hai cuộn căng cho đến khi ứng suất tác dụng vượt quá giới hạn chảy của vật liệu. Khi tấm bị uốn đồng đều trên mặt cắt ngang của nó, sự chênh lệch ứng suất giữa vùng bị nén và vùng bị căng trước đó sẽ giảm đi và vật liệu thoát ra ở trạng thái phẳng, ứng suất dư thấp.
Nhiều hệ thống cân bằng sức căng công nghiệp kết hợp uốn con lăn với kéo căng theo phương pháp kết hợp: trước tiên tấm đi qua các con lăn uốn để phân phối lại ứng suất tổng, sau đó trải qua quá trình căng để đạt được độ phẳng cuối cùng và độ đồng đều về độ dày. Sự kết hợp này đặc biệt hiệu quả đối với thép cường độ cao và vật liệu rất mỏng mà hệ thống chỉ dùng con lăn gặp khó khăn trong việc tạo ra lực uốn vừa đủ mà không làm hỏng bề mặt tiếp xúc.
Các ứng dụng tốt nhất để cân bằng độ căng
- Tấm và giấy bạc rất mỏng có đường kính con lăn nhỏ vẫn đánh dấu bề mặt.
- Các loại thép cường độ cao có tỷ lệ năng suất/độ bền kéo gần bằng 1,0, rất khó uốn cong nếu không chịu ứng suất quá lớn.
- Dây chuyền xử lý cuộn trong đó vật liệu chạy liên tục và kiểm soát độ căng đã là một phần của kiến trúc dây chuyền.
- Các ứng dụng có độ dày đồng đều trên chiều rộng cũng quan trọng như độ phẳng.
Hạn chế là sự phức tạp và chi phí vốn. Việc cân bằng lực căng đòi hỏi phải kiểm soát chính xác các cuộn dây căng và hiệu chỉnh cẩn thận để tránh tạo ra ứng suất dọc mới do kéo không đều. Nó ít thực tế hơn đối với việc san bằng từng phần sau khi cắt và chủ yếu được sử dụng trong môi trường xử lý cuộn dây.
Cán nóng và cán nguội
Cán nguội đưa tấm qua các con lăn ở nhiệt độ gần hoặc bằng nhiệt độ phòng, tạo ra áp suất cao làm biến dạng vật liệu một cách dẻo. Phương pháp này không chỉ điều chỉnh độ phẳng mà còn cải thiện độ hoàn thiện bề mặt và tăng tính chất cơ học - cả độ cứng và độ bền kéo đều tăng do quá trình làm cứng. Nó phù hợp khi chất lượng bề mặt là yêu cầu chính, chẳng hạn như đối với các tấm thân ô tô hoặc các chất nền kỹ thuật chính xác. Hạn chế là cán nguội bị hạn chế ở những khổ mỏng hơn; các tấm rất dày đòi hỏi lực quá lớn và hiệu ứng làm cứng sản phẩm có thể làm giảm độ dẻo đến mức ảnh hưởng đến quá trình hình thành ở hạ lưu.
Cán nóng làm nóng tấm trên nhiệt độ kết tinh lại trước khi đưa nó qua các con lăn san lấp mặt bằng. Nhiệt độ tăng cao làm giảm cường độ chảy và tăng độ dẻo, khiến các tấm dày dễ biến dạng hơn nhiều. Sức nóng cũng đẩy nhanh quá trình giảm căng thẳng. Cách tiếp cận này là tiêu chuẩn trong gia công thép sơ cấp và sản xuất tấm cấp độ đóng tàu. Chi phí năng lượng để sưởi ấm là bất lợi chính trong vận hành và xử lý nhiệt có thể làm thay đổi cấu trúc vi mô của vật liệu theo những cách đòi hỏi phải xác minh sau quá trình đối với các ứng dụng nhạy cảm với thông số kỹ thuật.
San lấp mặt bằng thủy lực chính xác: Tiêu chuẩn công nghiệp hiện đại
Cân bằng chính xác bằng thủy lực thể hiện công nghệ tiên tiến hiện nay trong việc san lấp mặt bằng kim loại tấm cho môi trường sản xuất. Không giống như các máy san bằng con lăn cơ học nơi lực ép được cố định bằng cách điều chỉnh vít, máy san lấp mặt bằng thủy lực sử dụng xi lanh thủy lực vòng kín để điều khiển lực ép và khe hở con lăn một cách linh hoạt trên toàn bộ chiều rộng của tấm. Điều này cho phép hệ thống duy trì năng lượng uốn ổn định ngay cả khi độ dày vật liệu, cường độ chảy hoặc nhiệt độ thay đổi trong một lô sản xuất.

Nguyên lý làm việc vẫn xen kẽ uốn dẻo-đàn hồi, nhưng độ chính xác của truyền động thủy lực mở ra những khả năng mà hệ thống cơ khí không thể sánh bằng:
- Phạm vi vật liệu rộng: hệ thống thủy lực có thể xử lý vật liệu từ lá đồng siêu mỏng 0,1 mm đến tấm hợp kim đặc biệt dày 60 mm trong một họ máy duy nhất, chuyển đổi giữa chúng thông qua các công thức được lưu trữ.
- Kiểm soát vương miện chủ động: các con lăn hỗ trợ phía sau các con lăn làm việc được điều chỉnh bằng thủy lực theo từng vùng, bù cho độ lệch của con lăn khi chịu tải và đảm bảo uốn ổn định trên các tấm rộng - rất quan trọng để loại bỏ đồng thời sóng mép và khóa trung tâm.
- Hoạt động dựa trên công thức có thể lặp lại: các thông số dành riêng cho vật liệu (lực, độ xuyên thấu, tốc độ) được lưu trữ và gọi lại tự động, loại bỏ sự thay đổi thiết lập phụ thuộc vào người vận hành giữa các ca.
- Xử lý vật liệu đục lỗ và xử lý nhiệt: Kiểm soát áp suất con lăn theo từng vùng tiên tiến cho phép kéo dài có chọn lọc theo chiều rộng, giúp có thể san phẳng các vật liệu có thể đánh bại các hệ thống đơn giản hơn - tấm đục lỗ, phôi được xử lý sau nhiệt và tấm có độ bền kéo cao.
Sự khác biệt chính giữa các thiết kế máy san bằng thủy lực nằm ở cấu trúc điều khiển. Chỉ điều khiển áp suất thủy lực không tương đương với điều khiển vòng kín vị trí con lăn hoặc lực xi lanh. Phản hồi vị trí và lực — thông qua cân tuyến tính và cảm biến tải trọng — là yếu tố cho phép hoạt động lặp lại hàng ngày khi đối mặt với sự chênh lệch nhiệt độ dầu, sự thay đổi phản ứng của van và sự hao mòn dần dần của các bộ phận. Các máy chỉ dựa vào kiểm soát áp suất sẽ chỉ tạo ra kết quả ổn định trong phạm vi hoạt động hẹp.
Đối với các hoạt động sản xuất số lượng lớn trong các bộ phận ô tô, tấm kim loại chính xác, bộ phận thang máy, lưỡi cưa và vỏ điện tử, san lấp mặt bằng thủy lực chính xác là phương pháp giúp đảm bảo độ phẳng ở cấp độ sản xuất có thể đạt được và có thể kiểm chứng được. Khám phá đầy đủ các ứng dụng công nghiệp trong đó việc cân bằng chính xác mang lại sự cải thiện quy trình có thể đo lường được.
San lấp mặt bằng cáng
Cân bằng cáng sử dụng kẹp thủy lực để kẹp tấm ở cả hai đầu và kéo nó theo nhiều hướng đồng thời cho đến khi ứng suất bên trong được cân bằng thông qua năng suất đồng đều trên toàn bộ mặt cắt ngang. Không giống như việc cân bằng lực căng trong dây chuyền xử lý cuộn, việc cân bằng máy căng hoạt động trên các tấm hoặc tấm cắt riêng lẻ và được thiết kế cho các vật liệu có độ dốc ứng suất dọc và ngang đều cần hiệu chỉnh trong một thao tác.
Phương pháp này đạt được độ phẳng tuyệt vời và giảm ứng suất dư nhưng chậm hơn so với san lấp bằng con lăn hoặc lực căng liên tục và phù hợp nhất cho các ứng dụng có giá trị cao, khối lượng thấp như tấm hàng không vũ trụ, phôi kết cấu dày hoặc tấm hợp kim đặc biệt trong đó chi phí một phần phù hợp với thời gian chu kỳ dài hơn. Nó đòi hỏi sự hiệu chỉnh cẩn thận: độ giãn không đủ sẽ để lại ứng suất dư; kéo dài quá mức làm thay đổi vĩnh viễn kích thước và tính chất cơ học.
Cách chọn phương pháp san lấp mặt bằng kim loại tấm phù hợp
Phương pháp san lấp mặt bằng chính xác được xác định bằng sự kết hợp của các đặc tính vật liệu, khối lượng sản xuất, yêu cầu về độ phẳng và hình dạng bộ phận. Bảng sau đây tóm tắt các tiêu chí lựa chọn chính của tất cả các phương pháp chính.
| phương pháp | Phạm vi độ dày | Sự phù hợp về khối lượng | Chất lượng độ phẳng | Giảm căng thẳng | Trường hợp sử dụng điển hình |
|---|---|---|---|---|---|
| Búa / Ngọn lửa | bất kỳ | 1–5 miếng | Thấp / Biến đổi | Một phần (chỉ cục bộ) | Hàn, sửa chữa tận nơi |
| Máy ép thẳng | > 50 mm điển hình | Lô nhỏ | Trung bình | Một phần (chỉnh điểm) | Tấm dày, biến dạng rõ ràng |
| Máy san phẳng con lăn đơn giản | dày vừa phải | Trung bình | Trung bình | Bị giới hạn | Tấm kết cấu chung |
| Máy san phẳng con lăn chính xác | Mỏng-trung bình | Cao | Cao (≤ 0.5 mm/m) | Tốt | Chuẩn bị dập, cắt laser |
| Cân bằng căng thẳng | Rất mỏng - độ bền cao | Cao (coil line) | Rất cao | Tuyệt vời | AHSS, giấy bạc, xử lý cuộn |
| San lấp mặt bằng cán nguội | mỏng | Cao | Rất cao | Tốt | Tấm thân ô tô, bộ phận chính xác |
| San lấp mặt bằng cán nóng | Tấm dày | Cao (mill-scale) | Trung bình–high | Tốt | Kết cấu thép, tấm đóng tàu |
| San lấp mặt bằng thủy lực chính xác | 0,1 mm – 60 mm | Cao | Rất cao (≤ 0.1 mm/m) | Tuyệt vời | Sản xuất vật liệu hỗn hợp, mfg chính xác |
| San lấp mặt bằng cáng | dày vừa phải | Thấp-trung bình | Rất cao | Tuyệt vời | Tấm hàng không vũ trụ, hợp kim đặc biệt |
Logic lựa chọn thực tế
Bắt đầu với tài liệu của bạn. Nếu bạn xử lý nhiều loại hợp kim và độ dày trong một cơ sở duy nhất thì việc cân bằng độ chính xác bằng thủy lực là phương pháp duy nhất xử lý toàn bộ quang phổ với tính nhất quán dựa trên công thức. Nếu hoạt động của bạn bị giới hạn ở một nhóm vật liệu duy nhất với khối lượng lớn, máy san phẳng con lăn chính xác được tối ưu hóa cho cửa sổ đó có thể tiết kiệm chi phí hơn. Đối với lá mỏng hoặc thép cường độ cao tiên tiến trong dây chuyền cuộn liên tục, việc cân bằng độ căng mang lại kết quả đồng đều nhất. Đối với việc hiệu chỉnh tấm dày thường xuyên hoặc làm lại mối hàn, máy ép hoặc máy ép thẳng vẫn là lựa chọn thực tế.
Sau đó hãy xem xét các quy trình tiếp theo của bạn. Nếu tấm san phẳng sẽ được cắt bằng laze, mức ứng suất dư sau khi san lấp mặt bằng cũng quan trọng như độ phẳng hình học - cắt nhiệt sẽ giải phóng mọi ứng suất còn lại. Nếu nó được dập hoặc tạo hình chính xác thì yêu cầu chủ yếu là độ phẳng đồng đều trên chiều rộng. Việc xác định độ nhạy xuôi dòng trước khi chọn phương pháp đảm bảo rằng bước cân bằng thực sự giải quyết được vấn đề thay vì chỉ di chuyển nó.
Để so sánh sâu hơn về kỹ thuật và cấu hình thiết bị, hướng dẫn về kỹ thuật san lấp mặt bằng kim loại bao gồm chi tiết cấp công cụ bổ sung cho từng phương pháp.
Tích hợp San lấp mặt bằng vào một dây chuyền sản xuất hoàn chỉnh
Trong chế tạo kim loại tấm hiện đại, việc san lấp mặt bằng hiếm khi hoạt động như một bước riêng biệt. Lợi tức đầu tư san lấp mặt bằng cao nhất đạt được khi máy san lấp mặt bằng được tích hợp vào dây chuyền sản xuất được kết nối - được liên kết với bộ giải cuộn ở thượng nguồn, hệ thống cắt hoặc dập ở hạ nguồn và hệ thống dữ liệu trung tâm ghi lại các thông số vật liệu, cài đặt lực và kết quả độ phẳng để truy xuất nguồn gốc.
Xử lý vật liệu dựa trên công thức là cơ chế thực tế: khi ID vật liệu thay đổi, chương trình cân bằng sẽ tự động thay đổi, loại bỏ thời gian thiết lập thủ công và nguy cơ chạy sai thông số trên hợp kim hoặc độ dày mới. Phản hồi kiểm tra xuôi dòng — trong đó kết quả đo độ phẳng được sử dụng để tinh chỉnh chu trình san lấp mặt bằng tiếp theo — đóng vòng lặp và cho phép cải tiến liên tục mà không cần sự can thiệp của người vận hành.
Bất kể phương pháp san lấp mặt bằng nào được chọn, tính toàn vẹn bề mặt phải được giám sát cùng với độ phẳng. Việc đánh dấu con lăn, thu hồi từ các con lăn bị nhiễm bẩn và các vết xước nhỏ trên các hợp kim nhạy cảm như nhôm hoặc đồng là những nguyên nhân bị loại bỏ xuất hiện sau khi san lấp mặt bằng chứ không phải trong quá trình san lấp mặt bằng. Kỷ luật bảo trì — làm sạch con lăn, làm sạch dầu, hiệu chuẩn cảm biến và xác minh hình học định kỳ — là phương pháp vận hành giúp duy trì kết quả cân bằng ổn định theo thời gian.
Đối với các nhà sản xuất đánh giá các giải pháp san lấp mặt bằng thủy lực chính xác để tích hợp vào dây chuyền sản xuất của họ, tổng quan về ứng dụng cung cấp hướng dẫn cấu hình theo ngành và loại vật liệu.